
En nuestro artículo anterior, señalamos que la primera etapa en cualquier proceso que genere bienes de consumo, es la descripción del proceso. En función del modelo de las 5M se ha establecido que los requisitos de calidad (variable de respuesta, aleatoria o ‘y’) es dependiente de los factores principales presentes en los procesos (variable predictora, independiente o ‘x’).
Bajo un enfoque de calidad, la variable aleatoria tiene que dar cumplimiento en términos de límites que denominamos especificación, la cual puede ser un atributo o una variable; cuya clasificación es definida por el instrumento de medición que emplea el método de prueba para determinar su conformidad a la especificación.
Un elemento crítico que se emplea para la descripción del proceso es el instrumento de medición y un elemento que bajo una óptica estadística no es común que se tome en cuenta al aplicar los métodos estadísticos, por lo que en esta entrega desarrollaremos la importancia de establecer la idoneidad de un instrumento de medición por parte de una unidad de métodos estadísticos.
La idoneidad del instrumento de medición o de cualquier método de prueba que utilice un método de medición, se fundamenta en su calibración, la cual asegura la determinación veraz y su incertidumbre. Cuando la medición es veraz, el único error presente en el instrumento es su incertidumbre, por lo que desarrollaremos la utilidad de estimarla y explicar con base en ello, si el instrumento es idóneo para ser utilizado en función del requisito de calidad (especificación, límites y controles, entre otros).
El instrumento de medición a emplear, siempre tiene asociada una escala de medición para clasificar la magnitud de la variable. Las diferentes escalas que podemos tener, considerando ejemplos, son:
- Escala nominal, donde se pueden presentar dos o más categorías o clasificaciones; en el caso de dos categorías o escala dicotómica, como “CUMPLE” o “NO CUMPLE”; “AUSENCIA” o “PRESENCIA”; “PRESENTA” o “NO PRESENTA” relacionadas a un atributo como descripción de una materia prima, olor de una mezcla, contaminación microbiana, integridad de un empaque o esterilidad de un producto. En un lenguaje estadístico se maneja como una escala de ceros (0) y unos (1), donde “1” representa el cumplimiento de la especificación y “0” el no cumplimiento a la especificación. También se puede dar el caso de que la escala pueda tener 3 o más categorías, como la escala para clasificar el sabor; “INSABORO”, “AMARGO”, “DULCE”, “SALADO”; pero si ésta puede ser ordenada, entonces se tiene de una escala ordinal ejemplo: “INODORO”, “OLOR PERCEPTIBLE”, “OLOR CARACTERÍSTICO”; “AUSENCIA DE CRECIMIENTO”, “CRECIMIENTO”, “CRECIMIENTO NOTABLE”; “INCOLORO”, “COLOR PERCEPTIBLE”, “COLOR NORMAL”, “COLOR INTENSO” y que en términos estadísticos se pueden codificar como 0, 1, 2, …O 1, 2, 3, … donde la relación de orden deberá ser establecida. En estas escalas, el instrumento de medición físicamente se puede tratar de un personal entrenado para ello.
- Escala cuantitativa, donde se tiene una cuantificación en una escala discreta o continua. En el primer caso la escala está asociada a conteos, como es el caso del número de partículas en una solución, el número de unidades formadoras de colonias en una caja Petri, el número de partículas de una cierta magnitud, donde el instrumento puede ser un personal entrenado para contar las partículas o las unidades formadoras de colonias o instrumentos para dicho fin como un contador de partículas, sistema de muestreo microbiológico de aire; que de manera simple reportan números enteros. En el caso de escalas discretas, 0, 1, 2, 3, ..., i+1, representan las clasificaciones o categorías de la escala. Cuando se nos presenta un instrumento físico de medición como una simple cinta métrica, regla, micrómetro, vernier, balanza granataria, potenciómetro de aguja (analógico), espectrofotómetro de aguja (analógico) o termómetro de columna de vidrio, entre otros, que para obtener el resultado de la medición se emplea un operador, inspector o analista o una balanza digital, termómetro digital, potenciómetro digital, cronómetro digital entre otros; los cuales realizan la medición directa de la variable sin necesidad de la participación del operador, inspector o analista; EN UN INTERVALO DE UNA ESCALA CONTÍNUA, es decir, el número de clasificaciones o categorías es elevado por no decir infinito dentro de la ESCALA CONTINUA; como tales, le llamamos variables, que generalmente se reportan en función de la resolución del instrumento y es la información de mayor importancia para un requisito de calidad.
Idoneidad del instrumento de medición para el caso de atributos
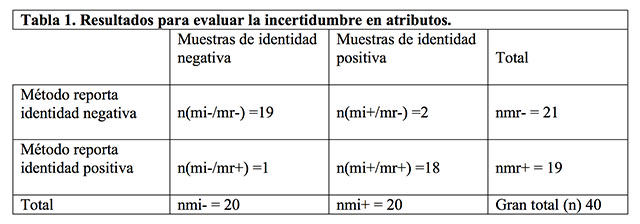
Cuando se miden atributos como es el caso de una escala de dos categorías en una prueba de identidad (CUMPLE, NO CUMPLE), para estimar la idoneidad se evalúan 20 pruebas de identidad positiva y 20 pruebas de identidad negativa. Al menos 20 permite para manejar una confiabilidad del 95% o un error de tipo I a=0.05 cuyo inverso es 20. A éstas se les aplica el método que utiliza dicho instrumento de medición, lo que genera la siguiente matriz 2x2:
Donde:
nmi+ = número de muestras con identidad positiva.
nmi- = número de muestras con identidad negativa.
nmr+ = número de muestras que el método reporta con identidad positiva.
nmr- = número de muestras que el método reporta con identidad negativa.
Los cuales son resultados veraces (exactos) o ciertos son:
n(mi-/mr-) = muestras de identidad negativa que el método las reporta como identidad negativa.
n(mi+/mr-) = muestras de identidad positiva que el método las reporta como identidad positiva.
Y los resultados no veraces (inexactos) o inciertos son:
n(mi-/mr+) = muestras de identidad negativa que el método reporta como positivas.
n(mi+/mr-) = muestras de identidad positiva que el método reporta como negativas.
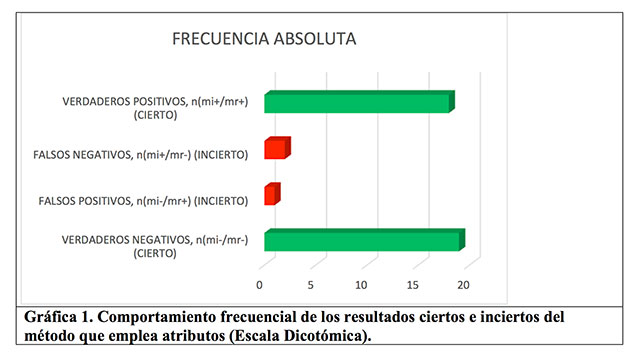
Para el caso de resultados inciertos, a los primeros les denominan falsos positivos y a los segundos falsos negativos, que en conjunto representan la “INCERTIDUMBRE DEL MÉTODO QUE EMPLEA EL INSTRUMENTO”. Para obtener esta medida, la debemos reportar en términos de probabilidad; aunque para fines de calidad, la incertidumbre de mayor impacto son los falsos positivos, ya que por ejemplo, una materia prima que no cumple con la identidad, que es liberada en dicha prueba, será utilizada en un proceso de fabricación; mientras que en el otro caso, los falsos negativos, una materia prima que si cumple con la identidad, el método la reporta como ‘NO CUMPLE’ y, por lo tanto, no es utilizada en un proceso de fabricación, o en otras palabras es rechazada con la consecuente pérdida de tiempo y recursos. Se recomienda para estos casos reportar la incertidumbre en términos frecuenciales, lo que puede ser visualizado en la gráfica uno.
En términos probabilísticos, de manera puntual, la probabilidad de resultados ciertos o de veracidad (P(v)), se calcula con la fórmula 1.

Que al sustituir los valores de la tabla 1, da como resultado:

Es decir, la certidumbre es de 0.925, en porcentaje 92.5% o en términos frecuenciales por cada 1,000 pruebas que se apliquen empleando el método, 925 resultarán ciertas. La probabilidad de resultados inciertos o de falsedad (P(i)) que la podemos representar como la incertidumbre del método, se calcula con la fórmula 2.

Que al sustituir los valores de la tabla 1, da como resultado:

Es decir, la certidumbre es de 0.075, en porcentaje 7.5% o en términos frecuenciales por cada 1,000 pruebas que se apliquen empleando el método, 75 resultarán inciertas. Si el requisito de incertidumbre, fuese no más del 5%; este método no resulta idóneo.
Idoneidad del instrumento de medición para el caso de variables
Ahora desarrollaremos un caso que comúnmente se llega a presentar en una prueba de un control de procesos de llenado de frascos de una forma farmacéutica líquida donde son utilizadas probetas de 250 mL para el control del proceso de llenado del volumen individual cuyo requisito es de 114 a 126 mL por frasco, donde el proceso se controla a una tendencia (volumen promedio) de 120 mL. Para este caso la pregunta a responder es, ¿la probeta es un instrumento idóneo para dicho propósito?, para dar respuesta a la pregunta se recomiendan las siguientes etapas:
- Establecer a qué aplica el requisito. El requisito aplica al valor individual de volumen de llenado de un frasco, valga la redundancia (y).
- Determinar la tolerancia del requisito. El requisito es de 114 a 126 mL, que puede ser expresado como 120 ± 6 mL, por lo que la tolerancia (T) es de ± 6 mL y la amplitud de esta (A) es de 12 mL, lo cual puede ser expresado como porcentaje (±6x100/120 = 5%).
- Determinar la incertidumbre de la probeta. Una forma rápida de obtenerla es mediante el certificado de calibración de las probetas, en la cual reportan la incertidumbre expandida (factor de cobertura de 2) es de 0.016 (2xSy/y).; que al aplicar la fórmula 3, se obtiene la desviación estándar (Sy) considerando el caso de que el proceso se debe controlar a 120 mL (y), lo que da lugar a

- Determinar la idoneidad de la probeta. Un valor que se considera idóneo para un instrumento está dada por la siguiente condición, si la variable a controlar y la propia incertidumbre, se ajusta a una distribución normal:

En nuestro caso al sustituir:

El cálculo nos permite concluir la idoneidad de este instrumento de medición. Utilizando otro enfoque, si el requisito de la variable a controlar es de 114 a 126 mL, si éste se controla a una media de 120 mL y si el error del instrumento se ajusta a una distribución normal, se observa que el 32% de la tolerancia, es atribuible a la incertidumbre del instrumento de medición (ver figura uno), donde la idoneidad indica que esta no debe exceder el 33.33%, es decir de su tercera parte; si el volumen de llenado se ajusta a una distribución normal y planteamos una capacidad de proceso de al menos un valor de uno (figura dos).
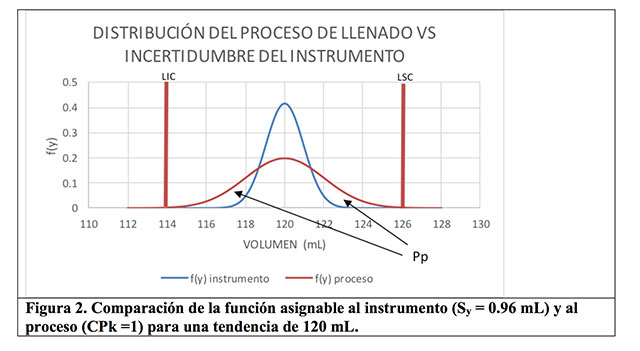
El cálculo de la probabilidad que podría asignarse al proceso para dicho instrumento es la diferencia del área bajo la curva (Pp) donde se interceptan ambas distribuciones (valores superiores a 121.4 mL e inferiores a 118.6 mL), lo que da lugar a 0.34; en términos frecuenciales de cada 100 volúmenes de llenado, 34 de ellos pueden asignarse a la variabilidad del proceso y 66 serán explicados por la incertidumbre del instrumento. Los metrólogos manejan un concepto que se denomina “REGLA DE ORO”, que establece que la incertidumbre debe cumplir con el requisito de:

En nuestro caso al sustituir:

Por lo que la probeta no sería un instrumento idóneo, y en función de la fórmula (5) se recomienda un instrumento cuyo valor máximo de desviación estándar de:

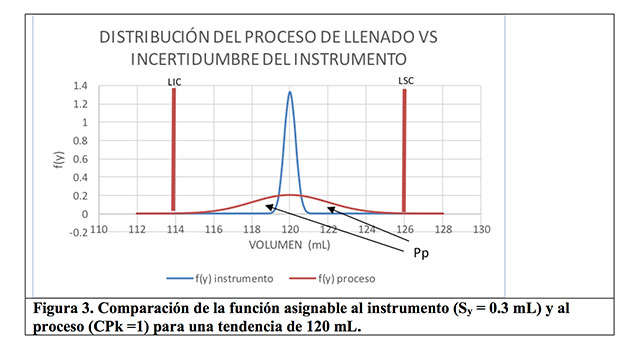
Y bajo un valor de Sy = 0.3 mL, se genera la figura 3, cuyo valor de Pp = 0.72, que en términos frecuenciales se interpreta que, por cada 100 volúmenes de llenado, 72 de ellos pueden asignarse a la variabilidad del proceso y 28 serán explicados por la incertidumbre del instrumento; es decir, se dará un mayor margen a la variabilidad asignable al proceso.
Otro requisito de idoneidad se relaciona con la resolución o división mínima del instrumento de medición, que el caso de la probeta de 250 mL es de 2 mL, también reportado en el certificado de calibración. La metrología establece dos principios:
a) Un enfoque empírico donde la resolución (R) debe ser al menos la décima parte de la amplitud de la especificación (LSE-LIE):

Donde:
LSE = Límite superior de la especificación.
LIE = Límite inferior de la especificación.
Para el caso de la probeta de 250 mL:

Por lo que la probeta no tiene la resolución idónea.
b) Un enfoque que considera la incertidumbre estándar del instrumento (Sy) relacionado a una capacidad de proceso de la unidad (±3σ) en función de su amplitud (6σ) en la cual:

Para nuestro caso:

El cual se consideraría como el mejor caso, el cual tampoco lo cumple la probeta de 250 mL.
En resumen, para generar una información apropiada en nuestros procesos, es conveniente establecer la idoneidad del instrumento empleado en un método, para la determinación la característica de calidad de interés, que deba de cumplir un requisito; su idoneidad debe considerar su incertidumbre y resolución, además de otras propiedades metrológicas; los cuales podemos deducir de su certificado de calibración. Con base en el caso desarrollado, para el control de un volumen individual de llenado, cuyo requisito es de 114 a 126 mL una probeta de 250 mL no es un instrumento idóneo; por lo que se recomiendan evaluar otras alternativas, siendo una de ellas controlar por masa, en lugar de volumen.
Por: QFB Alejandro Alcántara y M en Biot. Lourdes Araceli Santana Castillo.







