Norma ANSI/ASQC Z1.4-1993
American National Standard.
Procedimiento de Muestreo para la inspección por atributos.
1.- Alcance
Aplicación. Los planes de muestreo se aplican a la inspección de:
- Producto terminado.
- Materias primas y materiales de empaque.
- Operaciones/procesos.
- Materiales y/o producto en proceso.
Aplicación
Los planes de muestreo tienen como intención principal que se usen para una serie continua de lotes.
Inspección. Es el proceso de medición, examen, prueba, análisis o cualquier otra cosa que compare la unidad del producto con los requerimientos o especificaciones de la empresa.
Inspección mediante atributos. Es la inspección en la que ya sea la unidad del producto se clasifica simplemente como está conforme o no (se aprueba o se rechaza), o el número de inconformidades en la unidad de productos se cuenta con respecto a un requerimiento dado o a un conjunto de requerimientos.
Unidad de producto. Es la unidad inspeccionada para determinar su clasificación de conformidad o no conformidad (pasa, no pasa) o para contar el número de inconformidades (defectivos). Puede ser un artículo simple, un par, un conjunto, una longitud, un área, una operación, un volumen, un componente de un producto terminado o un producto terminado en sí mismo.
2.- Definiciones y terminología
Defecto. Es una salida de las características de calidad a partir del nivel de intención o estado que ocurre con una severidad suficiente para causar un producto o servicio asociado que no satisfaga los requerimientos de uso normal o previsto.
Inconformidad. Es una salida de las características de calidad a partir de su nivel de intención o estado que ocurre con una severidad suficiente para causar un producto o servicio asociado que no cumple con los requerimientos de la especificación.
En el uso de esta norma es útil distinguir entre:
- Un plan de muestreo individual. Un plan específico que establece el tamaño de la muestra o tamaños a utilizar y los criterios de aceptación asociados.
- Un esquema de muestreo. Una combinación de planes de muestreo que conectan reglas y posiblemente una disposición para descontinuar la inspección.
- Un sistema de muestreo. Una colección de esquemas de muestreo. Esta norma es un sistema de muestreo indexado por los rangos del tamaño del lote, niveles de inspección y AQLs.
3. Porcentaje de NO Conformidad e inconformidades por ciento de unidades
Expresión de inconformidad. El grado de inconformidad del producto deberá expresarse ya sea en términos de porcentaje de inconformidad o en términos de inconformidades por cientos de unidades.
Porcentaje de inconformidad. El porcentaje de inconformidad de una cantidad dada de unidades de producto es cientos de veces el número de inconformidades divididas por el número total de unidades de producto, es decir:
| % de inconformidad = |
_N° de inconformidad x 100__ |
Inconformidades por ciento de unidades
El número de inconformidades por cientos de unidades de cualquier cantidad dada de unidades de producto es cientos de veces el número de inconformidades contenidas en este documento (una o más inconformidades son posibles en cualquier unidad de producto) divididos entre el número de unidades de producto, es decir:
| Inconformidades por = |
_________N° inconformidades x 100_________ |
Se supone que las inconformidades ocurren al azar y con independencia dentro y entre las unidades.
4. Nivel de Calidad Aceptable (AQL)
Uso. El AQL junto con el Código de Letras del Tamaño de la Muestra se usa para indexar los planes de muestreo proporcionados en este documento.
Definición. El AQL es el porcentaje máximo de inconformidad (o el número máximo número de inconformidades por cientos de unidades) que, para propósitos de inspección de la muestra, pueden ser considerados satisfactorios como un promedio de proceso.
Observación en el significado de AQL
Los planes de muestreo están arreglados de tal manera que la probabilidad de aceptación en el valor designado AQL depende del tamaño de la muestra, siendo generalmente más alto para las muestras más grandes que las pequeñas para un AQL dado.
Observe que AQL es un parámetro del esquema de muestreo y no debe confundirse con el proceso promedio que describe el nivel de operación del proceso de fabricación. Se espera que el proceso promedio será menor o igual a AQL para evitar los rechazos conforme este sistema.
Es necesario referir a las gráficas de característica de operación del sistema y sus planes constitutivos.
Especificando el AQL. El AQL que se use será designado en la especificación respectiva o por la Unidad de Calidad del Laboratorio. Diferente AQL puede designar los grupos de inconformidades considerados en forma colectiva o por inconformidades individuales. Por ejemplo: el Grupo A puede incluir inconformidades de un tipo que tiene la preocupación más alta para el producto o servicio y por lo tanto se asigna un valor AQL más
pequeño. El Grupo B puede incluir inconformidades del siguiente grado de preocupación y por lo tanto asignársele un valor AQL mayor que para el Grupo A y menor que para el Grupo C, etc. La clasificación en grupos será apropiada a los requerimientos de calidad de la situación específica.
En AQL para un grupo de inconformidades puede designarse además de las inconformidades individuales AQL o subgrupos dentro de ese grupo. Los valores AQL de 10.0 o menos pueden expresarse ya sea en porcentaje de inconformidad o inconformidades por cientos de unidades, aquellos por más 10.0 serán expresados en inconformidades por cientos de unidades exclusivamente.
AQL Preferidos. Los valores AQL dados en estas gráficas se conocen como AQL preferidos y son los elegidos por el laboratorio farmacéutico y proporcionados en las especificaciones de cada materia prima o material de empaque.
5. Presentación del producto
Lote. El término lote significará “lote de inspección”, es decir, una colección de unidades de productos del cual se va a sacar una muestra e inspeccionar para determinar la conformidad con los criterios de aceptación y pueden diferir de una colección de unidades designadas como lote para otros propósitos (por ejemplo, producción, envío, etc.).
Formación de lotes. El producto se armará en lotes identificables. Cada lote debe constar de unidades de producto de un solo tipo, grado, clase, tamaño y composición, fabricado esencialmente bajo las mismas condiciones, y en esencialmente el mismo tiempo.
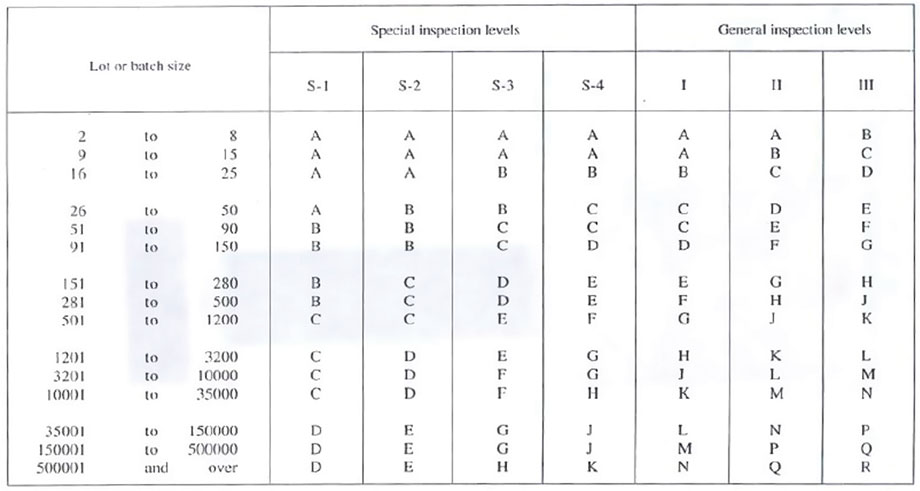
Tamaño del lote. El tamaño del lote es el número de unidades de producto en un lote. Ver Tabla I.
PRESENTACIÓN DE LOTES. La formación de lotes, el tamaño del lote y la manera en la cual cada lote se presenta y se identifica por el inspector será designada o aprobada por la autoridad responsable. Conforme sea necesario, se deberá proporcionar un espacio para almacenamiento adecuado para cada lote, el equipo necesario para la identificación adecuada y su presentación y el personal para todo el manejo de producto requerido para el lanzamiento de muestras.
6. Aceptación y NO Aceptación, Aprobación y Rechazo
Aceptabilidad de Lotes. La aceptabilidad de un lote se determinará por el uso de un plan de muestreo asociado con el AQL designado.
En el uso de esta norma una declaración que un lote es aceptable significa simplemente que los resultados satisfacen los criterios de aceptación de la norma y de la especificación. La aceptación de un lote no intenta proporcionar la información sobre la calidad del lote.
En la aceptación de la muestra, la palabra “Rechazar” generalmente se usan con el significado de “No Aceptar”, si una implicación directa del uso del producto no se cumple.
Los lotes que son “rechazados” pueden estar clasificados con o sin unidades de inconformidad que se van a reemplazar, vueltos a trabajar, re-evaluar en contra de criterios de uso más específicos, mantenidos para información adicional, etc. Ya que el uso del lenguaje común de “rechazado” a menudo es el resultado de una inferencia de producto que no se usa o no es seguro, se recomienda que se use el término “no aceptado”, el cual se entiende más que “rechazado” en el uso de esta norma.
Reservación especial para las Inconformidades designadas. Ya que la mayoría del muestreo involucra la evaluación de más de una calidad característica, y ya que éstas pueden diferir en importancia en términos de calidad, a menudo es deseable clasificar los tipos de inconformidad conforme a los grupos acordados. La asignación específica de los tipos de inconformidades para cada clase es una función de acuerdo en las aplicaciones de muestreo específicas. En general, la función de dicha clasificación permite el uso de un juego de planes de muestreo que tienen un tamaño de muestra en común, pero diferentes números de aceptación para cada clase que tienen un diferente AQL, tales como las Tablas II, III y IV.
Re-Inspección. Los lotes encontrados no aceptados se volverán a presentar para la re-inspección solamente después de que todas las unidades se vuelven a re-examinar o volver a analizar. El departamento de Control de Calidad es la autoridad responsable y determinará si la inspección normal o controlada se usará en la re-inspección o si esta re-inspección incluirá todos los tipos o clases de inconformidades o solamente los tipos particulares o clases de inconformidades que causen un rechazo inicial.
7. Presentación de las muestras
Muestra. Una muestra consta de una o más unidades de producto sacado de un lote. Las unidades de la muestra se seleccionan al azar sin tener en cuenta su calidad. El número de unidades de producto en la muestra es el tamaño de la muestra.
Muestreo. Cuando se considere apropiado, el número de unidades en la muestra será seleccionado en proporción al tamaño de sub-lotes o partes del lote, identificados por algún criterio racional. Al hacerlo, las unidades de cada parte del lote se seleccionarán al azar, como se define en la Norma ANSI/ASQC A2-1987.
Tiempo de muestreo. Las muestras se pueden sacar después de que todas las unidades que comprenden el lote que se ha producido o las muestras sacadas durante la producción del lote.
Muestreo doble o múltiple. Cuando se usa el muestreo múltiple o doble, cada muestra deberá seleccionarse sobre todo el lote.
8. Inspección Reducida, Controlada o estricta y Normal
Iniciación de la inspección. La inspección normal se usará al inicio de la inspección a menos que se den instrucciones contrarias por parte de la autoridad de calidad responsable.
Continuación de la inspección. La inspección normal, controlada o reducida continuará sin cambio en lotes sucesivos excepto si los procedimientos de conexión dados a continuación requieren cambios.
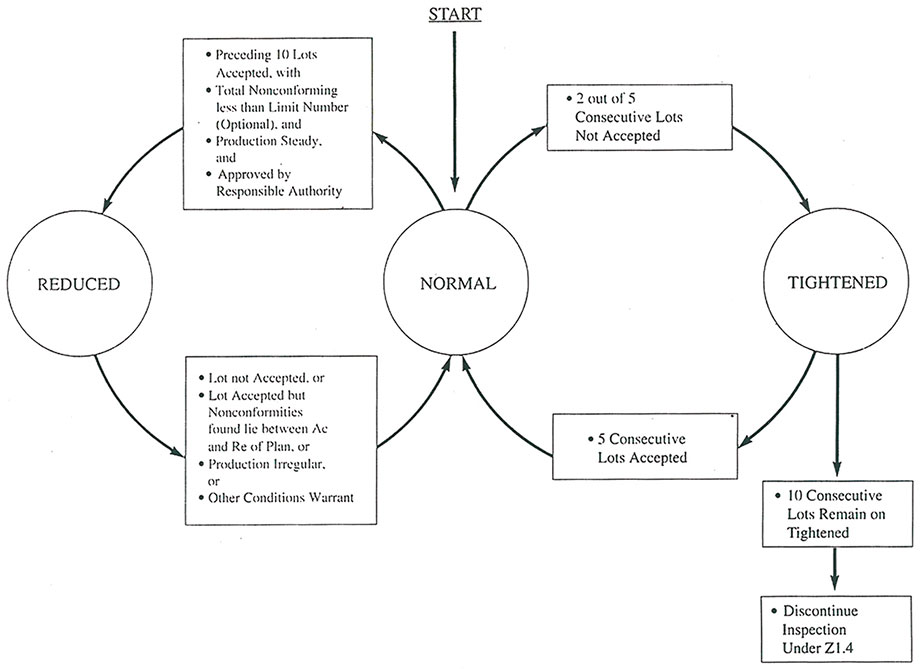
Procedimientos de conexión:
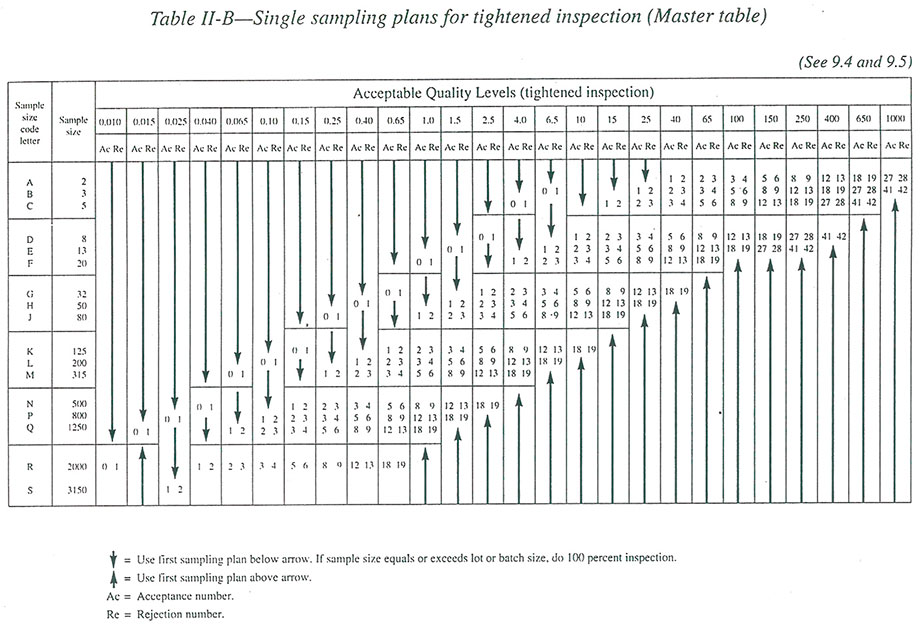
Normal a controlada o estricta. Cuando la inspección normal está en vigor, la inspección controlada se instituirá cuando de 2 a 5 lotes consecutivos no han sido aceptados en la inspección original.
Controlada o estricta a normal. Cuando la inspección controlada o estricta está en vigor, se instituirá la inspección normal cuando 5 lotes consecutivos han sido considerados aceptables en la inspección original.
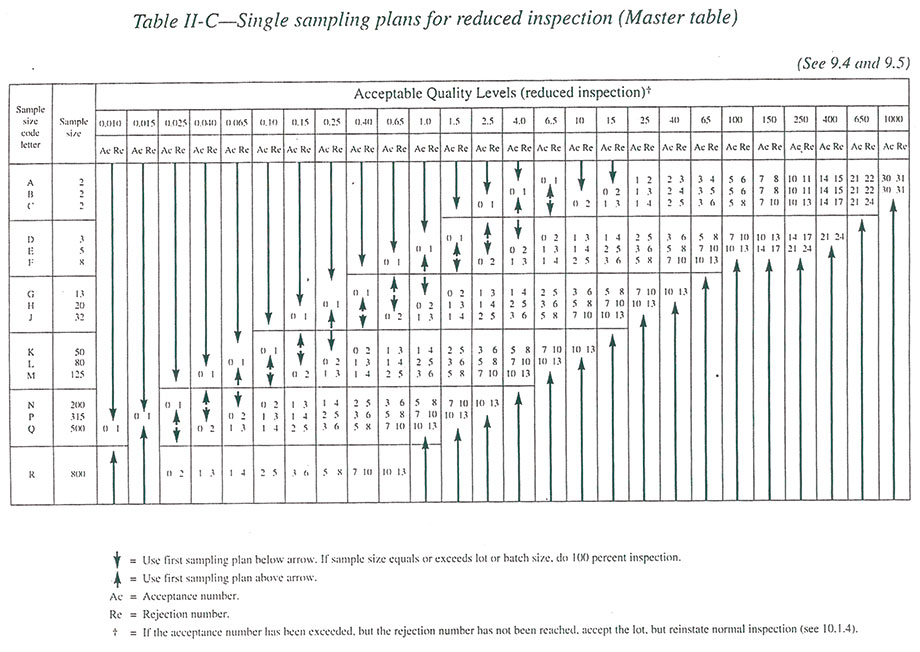
Normal a reducida. Cuando está en vigor la inspección normal, se debe instituir la inspección reducida previendo que se satisfaga las siguientes condiciones:
- Los 10 lotes precedentes (o más), han sido aprobados en la inspección normal y todos han sido aceptados en la inspección original y
- El número total de unidades inconformes (o inconformidades) en las muestras de los 10 lotes precedentes es igual o menor que el número aplicable dado en la Tabla VIII. Si está en uso del muestreo múltiple o doble, todas las muestras inspeccionadas serán incluidas, no solamente las muestras “primeras” y
- La producción está en un porcentaje estable y
- La inspección reducida se considera deseable por parte de la autoridad responsable.
Reducida a normal. Cuando está en vigor la inspección reducida, se instituirá la inspección normal si ocurre cualquiera de los siguientes puntos en la inspección original:
- Se rechaza un lote o
- Se considera un lote aceptable conforme a los procedimientos para la inspección reducida o
- La producción se vuelve irregular o retrasada o
- Se instituirán otras condiciones de garantía además de la inspección normal.
Descontinuar la inspección. En caso de que 10 lotes consecutivos permanecen en la inspección controlada (o dicho otro número que pueda ser designado por la autoridad responsable) la inspección conforme a las disposiciones de este documento se descontinuarán como acción pendiente para mejorar la calidad del material presentado.
Secuencia de conexión. Un diagrama esquemático que describe la secuencia de aplicación de las reglas de conexión en la Figura 1.
9. Plan de Muestreo
Un plan de muestreo indica el número de unidades de producto de cada lote los cuales serán inspeccionados (tamaño de la muestra o la serie del tamaño de la muestra) y los criterios para determinar la aceptabilidad del lote (números de aceptación y rechazo).
Nivel de inspección. El nivel de inspección determina la relación entre el tamaño del lote y el tamaño de la muestra. El nivel de inspección se usa para cualquier requerimiento particular será prescrito por la autoridad responsable. Tres niveles de inspección: I, II y III se dan en la Tabla I para el uso general. A menos que se especifique lo contrario, se usará el Nivel de Inspección II.
Sin embargo, el Nivel de Inspección I se puede especificar cuando se necesita menos discriminación o el Nivel III puede especificarse para una discriminación mayor.
Cuatro niveles especiales adicionales: S-1, S-2, S-3 y S-4 se dan al mismo cuadro son necesarios no se pueden tolerar grandes riesgos de muestreo.
Nota: En la designación de los niveles de inspección S-1 a S.4 debe tenerse cuidado evitar AQL inconsistente con estos niveles de inspección.
Código de letras. Se designan los tamaños de la muestra por los códigos de letras. La Tabla I se usa para encontrar el código de letras aplicable para el tamaño de lote particular y el nivel de inspección prescrito.
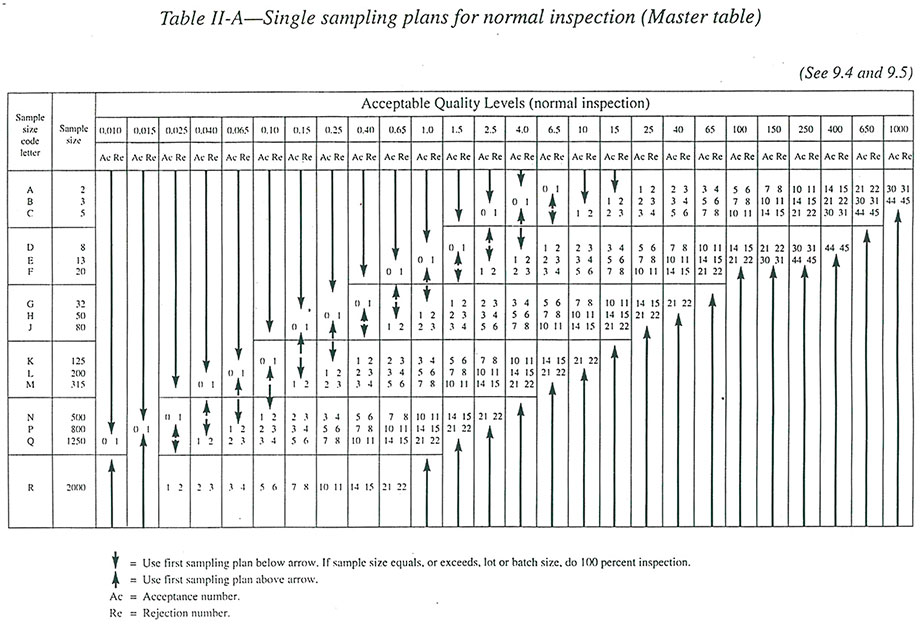
Obtener el Plan de Muestreo. EL AQL y el Código de letras se usarán para obtener el plan de muestreo de las Tablas II, III o IV. Cuando no está disponible el plan de muestreo para una combinación dada de AQL o código de letras, las tablas dirigen al usuario a una letra diferente.
El tamaño de la muestra usado se da mediante el nuevo código de letra no por la letra original. Si este procedimiento conduce a tamaños de muestra diferentes para diferentes clases de inconformidades, el código de letras corresponde al tamaño de la muestra más grande derivado puede usarse para todas las clases de inconformidades cuando son designadas o aprobadas por la autoridad responsable. Como alternativa para un plan de muestreo simple con un número de aceptación de 0, el plan con un número de aceptación de 1 con su tamaño de muestra más grande correspondiente a un AQL designado (si está disponible) puede usarse cuando se designe o se apruebe para la autoridad responsable.
Tipos de Planes de Muestreo. Tres tipos de planes de muestreo: sencillo, doble y múltiple se dan en las Tablas II, III y IV, respectivamente, Cuando los planes están disponibles para un AQL dado y el código de letras, cualquiera se puede utilizar. Una decisión como tipo de plan, ya sea simple, doble o múltiple, cuando está disponible para un AQL dado y código de letra, generalmente se basará en la comparación entre la dificultad administrativa y el tamaño de la muestra promedio es menor del doble (excepto en el caso correspondiente al número de aceptación sencilla número 1) y ambos de estos siempre son menores al tamaño de la muestra simple. Generalmente, la dificultad administrativa para el muestreo simple y el costo por unidad de la muestra sean menores que el doble o múltiple.
10. Determinación de aceptabilidad
Inspección de Porcentaje de Inconformidad. Para determinar la aceptabilidad de un lote conforme a la inspección del porcentaje de inconformidad, el plan de muestreo aplicable se usará de conformidad con los puntos:
Plan de Muestreo Simple. El número de unidades de muestras inspeccionado será igual al tamaño de la muestra dada por el plan. Si el número de unidades de inconformidad que se encuentran en la muestra es igual o menor al número de aceptación, el lote se considerará aceptado. Si el número de unidades inconformes es igual o mayor que el número de rechazadas, el lote se considerará no aceptado.
Plan de Muestreo Doble. El número de unidades de muestra que primero se inspeccionarán será igual al primer tamaño de la muestra dado por el plan. Si el número de unidades inconformes encontradas en la primera muestra es igual o menor al primer número aceptado, el lote se considerará aceptado. Si el número de unidades inconforme encontradas en la primera muestra es igual o mayor que el primer número rechazado, el lote se considerará no aceptado. Si el número de unidades inconformes encontrado en la primera muestra está entre el número primero de aceptación y rechazo, se inspeccionará una segunda muestra del tamaño dado por el plan. El número de unidades inconformes encontradas en la primera y segunda muestras será acumulativo, Si el número acumulativo de las unidades inconformes es igual o mayor al segundo número rechazado. El lote se considerará no aceptado.
Plan de Muestreo Múltiple. Conforme al muestreo múltiple, el procedimiento será similar al especificado en el punto anterior, excepto al número de muestras sucesivas requeridas para alcanzar una decisión podría ser más de dos.
Procedimiento Especial para la Inspección Reducida. Conforme a la inspección reducida, el procedimiento de muestreo puede terminar sin tomar una decisión. En estas circunstancias, el lote se considerará aceptable, pero la inspección normal se reinstalará para iniciar con el siguiente lote.
Inconformidad por Inspección de Cientos de Unidades. Para determinar la aceptabilidad de un lote conforme a las inconformidades por la inspección de cientos de unidades, el procedimiento especificado para la inspección del por ciento de inconformidades anterior será usado, excepto que se sustituya la palabra “inconformidad” por “unidades inconformes”.
Por: QFB Carlos Casañas Gamboa